Kína 6 tengelyes 1500 méteres robotkar fémvázas MIG hegesztő robot




Jellemzők
-Robotkar:
- Présöntési eljárás, alumínium kar, könnyebb és rugalmasabb
- A robot belső vezetékeit és csatlakozóit a világ leghíresebb márkái gyártják: DYEDEN, TAIYO, valamint az ABB és a Fanuc.
- A vezérlő, motor és reduktor kínai márkájának vezető kínai márkája.
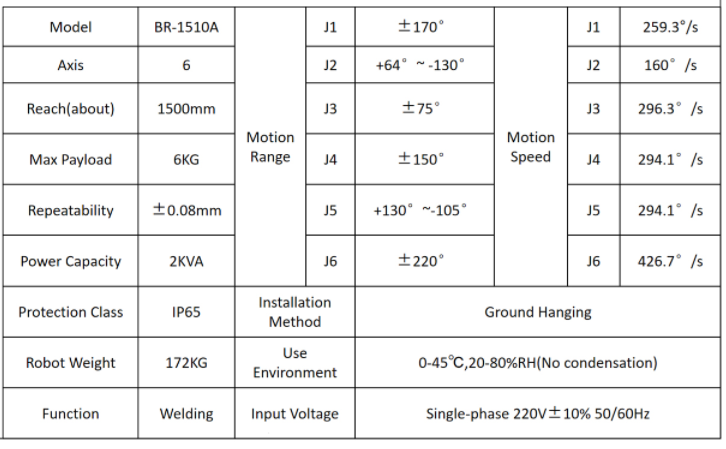
A BR-1510 MIG hegesztőrobot paraméterei az alábbiak:
-JHY hegesztőrobot vezérlőrendszer:

-Hegesztőgép: :MEGMEET Artsen Pro500PR
- Az Artsen Pro sorozatú hegesztőáramforrást az Artsen Plus sorozatú hegesztőgép alapján fejlesztették ki. Kielégítette a nagy hatékonyságú hegesztés iránti igényt, különösen vastag lemezek esetében.
-
Az Artsen Pro sorozatú hegesztőgéphez 500 A-es 100%-os áramforrás áll rendelkezésre.
- Az akár 100K Hz-es frekvenciát biztosító inverteres technológiának és a nagysebességű mintavételezésnek köszönhetően az Artsen Pro precíz vezérlést biztosít, és rugalmasan kezelhető a különféle hegesztési jellemzőkkel.
- Az Artsen Pro sorozat alapfelszereltségként kínálja az LSA-t, egy kiemelt, alacsony fröcskölési fokú hegesztési eljárást. A Thunder Fusion az Artsen Pro-val együtt is elérhető a fejlett rövidíves impulzusos és a dupla impulzusos MIG/MAG hegesztéshez.
- Az Artsen Pro sorozatú hegesztőgép kiváló minőségű szénacél, rozsdamentes acél és alumíniumötvözetek hegesztését teszi lehetővé.
- Constant Fusion technológiával felszerelve, amely lehetővé teszi, hogy impulzus üzemmódban a huzaladagolási sebesség automatikusan változzon a kinyúlási hossznak megfelelően, és stabilizálja a beolvadást.
- USB porttal van felszerelve a frissítéshez, biztosítva a hozzáférést a MEGMEET által kifejlesztett legfejlettebb hegesztési eljáráshoz és a legmegfelelőbb hegesztőszoftverhez a különböző hegesztési körülményekhez.
-Hegesztőpisztoly:
- Vízhűtéses, rendkívül érzékeny ütközésgátlóval, amely jelentősen meghosszabbítja a fáklya élettartamát
-Hegesztőpozícionáló és robot járósín
- Az 1, 2 és 3 tengelyes hegesztőpozícionálók opcionálisan választhatók. A hasznos teher és a munkaasztal mérete az igényeknek megfelelően testreszabható.
- A robot járókorlát az ügyfél igényei szerint testreszabható. Hossz: 3/6/9/12 m. Teherbírás: 500/1000 kg.
-A gép karbantartása egyszerű és könnyen kezelhető, a tervezett élettartama pedig több mint 10 év
A JHY Robot minden részletre való odafigyelése jobbá teszi
Írd ide az üzenetedet, és küldd el nekünk




